
技術(shù)文章
Technical articles 熱門(mén)搜索:
氣電轉(zhuǎn)換器
CAG2000尼得科氣動(dòng)量?jī)x
DAG2000數(shù)顯氣動(dòng)量?jī)x
tosok外徑測(cè)臺(tái)
TOSOK氣動(dòng)量?jī)xCAG2000
X-MET8000手持式X熒光光譜儀
AE2100氣電轉(zhuǎn)換器AE2100
MG2000氣動(dòng)量?jī)x
FM EXPERT光譜儀
i-SPEED 3高速相機(jī)
FT7000浮標(biāo)量?jī)x
NIDEC氣動(dòng)量?jī)x
TPI內(nèi)孔缺陷檢測(cè)儀
EL-02KA高低溫濕熱試驗(yàn)箱
AE2100-P氣電轉(zhuǎn)換器AE2100-P
Croma564三坐標(biāo)測(cè)量機(jī)
熱門(mén)搜索:
氣電轉(zhuǎn)換器
CAG2000尼得科氣動(dòng)量?jī)x
DAG2000數(shù)顯氣動(dòng)量?jī)x
tosok外徑測(cè)臺(tái)
TOSOK氣動(dòng)量?jī)xCAG2000
X-MET8000手持式X熒光光譜儀
AE2100氣電轉(zhuǎn)換器AE2100
MG2000氣動(dòng)量?jī)x
FM EXPERT光譜儀
i-SPEED 3高速相機(jī)
FT7000浮標(biāo)量?jī)x
NIDEC氣動(dòng)量?jī)x
TPI內(nèi)孔缺陷檢測(cè)儀
EL-02KA高低溫濕熱試驗(yàn)箱
AE2100-P氣電轉(zhuǎn)換器AE2100-P
Croma564三坐標(biāo)測(cè)量機(jī)
 更新時(shí)間:2025-12-09
更新時(shí)間:2025-12-09 點(diǎn)擊次數(shù):21
點(diǎn)擊次數(shù):21
在現(xiàn)代工業(yè)制造、航空航天及汽車(chē)等諸多領(lǐng)域,內(nèi)孔表面質(zhì)量對(duì)于產(chǎn)品的性能與安全性至關(guān)重要,因此內(nèi)孔表面激光缺陷檢測(cè)技術(shù)的研究備受關(guān)注。激光檢測(cè)技術(shù)基于激光的獨(dú)特性質(zhì),通過(guò)激光與內(nèi)孔表面的相互作用,能夠精準(zhǔn)地探測(cè)表面缺陷。ANALYZER3裝置作為一款先進(jìn)的激光缺陷檢測(cè)設(shè)備,以其高精度信號(hào)捕捉和快速數(shù)據(jù)處理等獨(dú)特功能,在內(nèi)孔表面激光缺陷檢測(cè)中發(fā)揮著重要作用。

原理:當(dāng)激光照射到內(nèi)孔表面時(shí),會(huì)發(fā)生復(fù)雜的反射、散射和吸收現(xiàn)象,這些現(xiàn)象與表面缺陷的存在密切相關(guān)。對(duì)于光滑表面,激光主要以鏡面反射的形式傳播,而當(dāng)表面存在缺陷時(shí),如裂紋、凹陷或劃痕,激光會(huì)發(fā)生漫反射或散射,導(dǎo)致光強(qiáng)分布發(fā)生變化。
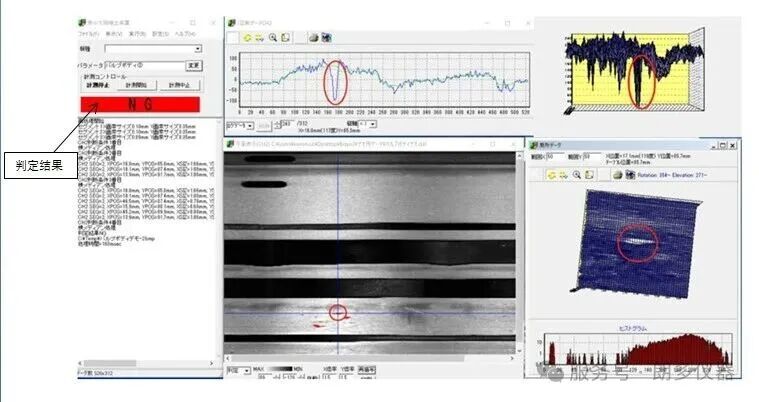
ANALYZER3內(nèi)孔激光缺陷檢測(cè)系統(tǒng)是根據(jù)圓形孔內(nèi)壁的反射光亮度的區(qū)別進(jìn)行缺陷篩選。探頭前端發(fā)射出激光束在圓形孔內(nèi)壁進(jìn)行螺旋式的掃描時(shí),光纖會(huì)接收到來(lái)自工件內(nèi)壁的反射光。控制單元對(duì)接收到的反射光進(jìn)行數(shù)字量處理,如果有任何缺陷(表面平滑度不一致),反射光亮是不相同的。系統(tǒng)把一個(gè)個(gè)點(diǎn)的反射光模擬成256級(jí)灰度圖像數(shù)據(jù),并且根據(jù)設(shè)定的閾值從數(shù)據(jù)中準(zhǔn)確篩選缺陷。從而做到可視化檢測(cè)。
內(nèi)孔直徑范圍從4毫米至200毫米,實(shí)現(xiàn)了不同尺度內(nèi)孔多種類型的缺陷,包括裂紋、凹陷和疤痕等常見(jiàn)質(zhì)量問(wèn)題;
ANALYZER3裝置在內(nèi)孔表面激光缺陷檢測(cè)中的優(yōu)勢(shì),將實(shí)驗(yàn)結(jié)果與傳統(tǒng)檢測(cè)方法及其他激光檢測(cè)技術(shù)進(jìn)行了對(duì)比分析。傳統(tǒng)檢測(cè)方法如人工目檢和視覺(jué)檢測(cè)在復(fù)雜內(nèi)孔結(jié)構(gòu)中的應(yīng)用存在明顯局限性,例如人工目檢難以發(fā)現(xiàn)微小缺陷,而視覺(jué)檢測(cè)則受限于內(nèi)孔結(jié)構(gòu)復(fù)雜。相比之下,ANALYZER3裝置結(jié)合激光檢測(cè)技術(shù),能夠在不接觸樣本的情況下實(shí)現(xiàn)高精度檢測(cè),且對(duì)不同類型缺陷的識(shí)別率顯著提高。

目前已經(jīng)在汽車(chē)變速箱閥板,發(fā)動(dòng)機(jī)缸體,軸承,葉輪,液壓閥體,氣動(dòng)控制閥,制動(dòng)卡鉗等行業(yè)使用,0.2mm的大小判別,做到零誤判.按照0.1mm分辨率,100mm深孔,只要4s就可以掃描好整個(gè)內(nèi)孔,效率非常的有優(yōu)勢(shì).

相較于傳統(tǒng)檢測(cè)方法,該技術(shù)顯著縮短了檢測(cè)時(shí)間,同時(shí)降低了人為誤差的影響,為工業(yè)制造、航空航天等領(lǐng)域提供了更為可靠的質(zhì)量保障手段。
 當(dāng)前位置:
當(dāng)前位置:
